



Jako profesionální výrobci by vám Bordersun rád poskytl vysoce kvalitní proces Metal Rapid Prototyping. A my vám nabídneme nejlepší poprodejní servis a včasné dodání.
Proces rychlého prototypování kovů
Kovové rychlé prototypování, také známé jako rychlé prototypování kovů nebo rychlé prototypování kovových dílů, se týká procesu rychlé a efektivní výroby kovových prototypů pomocí aditivních výrobních technologií. Tyto technologie umožňují vytvářet složité geometrie a funkční kovové díly bez nutnosti tradičního obrábění nebo obrábění.
K dispozici je několik procesů rychlého prototypování kovů, z nichž každý má své vlastní výhody a úvahy. Zde jsou některé běžně používané metody:
1.Direct Metal Laser Sintering (DMLS): DMLS využívá vysoce výkonný laser k selektivnímu spojení částic kovového prášku, vrstvu po vrstvě, k vytvoření požadovaného kovového dílu. Nabízí vysokou přesnost, dobrou povrchovou úpravu a schopnost vyrábět složité tvary. Mezi materiály běžně používané v DMLS patří nerezová ocel, titan, hliník a kobalt-chrom.
2. Selektivní laserové tavení (SLM): SLM je podobné DMLS, ale zahrnuje úplné roztavení kovového prášku spíše než jeho spékání. Výsledkem je hustší díl se zlepšenými mechanickými vlastnostmi. SLM se často používá s materiály jako titan, hliník a slitiny niklu.
3. Tavení elektronovým paprskem (EBM): EBM využívá elektronový paprsek k roztavení kovového prášku a vytvoření požadované součásti. Nabízí vysokou rychlost vytváření a dokáže zpracovávat materiály jako titan a kobalt-chrom. EBM je zvláště vhodný pro díly velkého rozsahu.
4. Tryskání pojiva: V tomto procesu se tekuté pojivo selektivně nanáší na vrstvy kovového prášku a spojuje je dohromady. Jakmile je díl plně vytištěn, podstoupí sekundární proces, jako je slinování nebo infiltrace, aby se dosáhlo jeho konečné pevnosti. Tryskání pojivem lze použít pro různé kovy, včetně nerezové oceli, bronzu a nástrojové oceli.
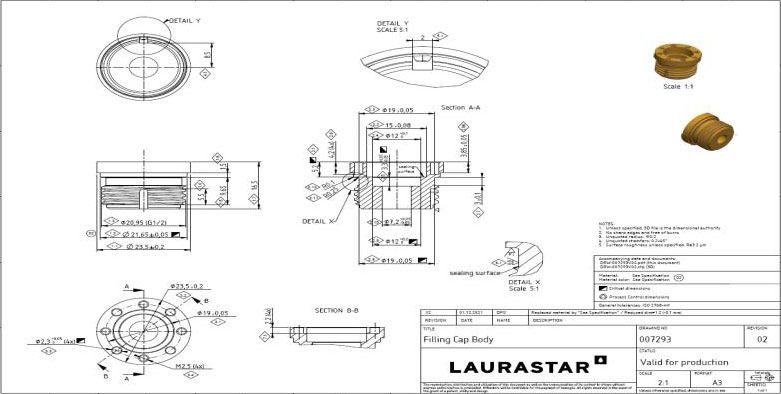
CNC obrábění hliníkového prototypu
Díky nízké hustotě, nízké hmotnosti, dobré tuhosti a snadnému opracování se hliník stává materiálem první volby pro vysoce přesné díly, přípravky a přípravky. A hliníkový prototyp CNC obrábění je široce používán pro ruční model v oblasti letectví, letectví, automobilů, lékařských a domácích spotřebičů.

Výchozí tolerance rozměrů prototypu hliníku pro CNC obrábění je mezi ±0,1 mm. Pokud zákazníci požadují toleranci menší než 0,1 mm, je třeba poskytnout 2D soubory ve formátu PDF, DWG nebo DXF. Aby bylo zajištěno, že prototyp, který obdržíte, bude mít přesné rozměry a přesnost, společnost Bordersun poskytne kompletní zprávy o měření pro 10 částí prototypu.
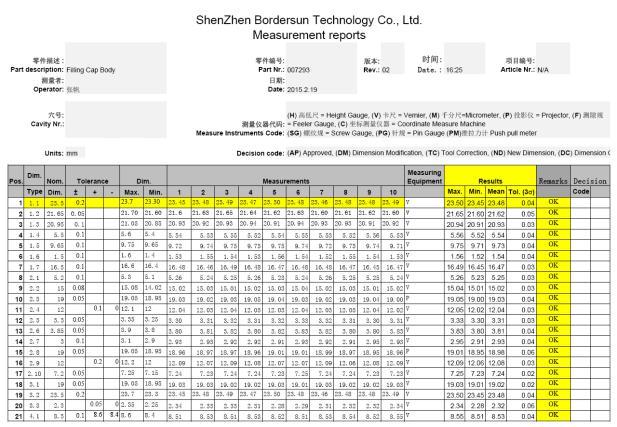
(Zpráva o měření) (4-2)
S příslušným elektrolytem, konkrétním procesem a elektrickým proudem vytvoří povrch hliníkové slitiny oxidační film. Fólie je ochranná a dekorativní. Povrchová úprava anodické oxidace prototypu hliníku CNC obrábění je bohatá a lze vyrobit všechny barvy.

Po oxidovaném zbarvení je třeba prototyp hliníku pro CNC obrábění zapečetit. Utěsnění mikropóru, takže molekula barviva nebude odtékat a může být chráněna funkce a dekorace povrchu. Kvůli chybějícímu kolorimetru si malá dílna dělá vizuální úsudek porovnáním Pantone, což může mít za následek chybu a nespokojenost zákazníků. Hlavním důvodem je, že abrazivní otryskání není rozloženo rovnoměrně a výsledkem jsou dva různé povrchy po anodické oxidaci.








